
ПУЭ 7. Правила устройства электроустановок. Издание 7
7.6.33. Помещения и здания сборочно-сварочных цехов и участков с размещенными в них электросварочными установками и сварочными постами, а также вентиляционные устройства должны отвечать требованиям действующих нормативных документов.
7.6.34. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сварочно-сборочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения, выгороженные противопожарными перегородками 1-го типа, если они расположены смежно с помещениями категорий А, Б и В по взрывопожарной опасности, и 2-го типа в остальных случаях. Площадь и объем таких помещений и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.35. Сварочные посты допускается располагать во взрыво- и пожароопасных зонах только в период производства временных электросварочных работ, выполняемых с соблюдением требований, изложенных в типовой инструкции по организации безопасного ведения огневых работ на взрыво- и взрывопожароопасных объектах, утвержденной Госгортехнадзором России.
7.6.36. В помещениях для электросварочных установок должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно.
7.6.37. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост.
7.6.38. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах должны быть размещены в специальных кабинах со стенками из несгораемого материала.
Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2×1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены. Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками размером не более 50×50 мм.
Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками размером не более 50×50 мм.
7.6.39. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
7.6.40. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.41. Естественное и искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских, отдельных сварочных постов (сварочных кабин) и мест сварки должно удовлетворять требованиям СНиП 23-05-95 «Естественное и искусственное освещение. Нормы проектирования».
Нормы проектирования».
7.6.42. При ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно из зоны сварки.
7.6.43. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование в соответствии с характером выполняемых работ. При невозможности необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6-8 м3/ч.
7.6.44. Над переносными и передвижными сварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из негорючих материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков.
Навесы допускается не сооружать, если электрооборудование электросварочной установки имеет оболочку со степенью защиты, соответствующей условиям работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.
Сборочно-сварочный участок — Энциклопедия по машиностроению XXL
Участок комплектования является промежуточным между участками изготовления деталей и сборки их в элементы каркасов. Как упоминалось, основное назначение участка состоит в заблаговременном комплектовании по чертежам готовых деталей в сборочные узлы и комплектной выдаче их на сборочно-сварочный участок, а также в комплектовании готовых (так называемых монтажных) деталей, идущих непосредственно на монтаж котла (по чертежам и отправочным спецификациям), и в упаковке этих деталей к отправке. [c.243]СБОРОЧНО-СВАРОЧНЫЙ УЧАСТОК [c.243]
Сборочно-сварочный участок [c.266]
По мере необходимости каждый сборочный узел подается на участок сборки и сварки элементов каркасов. Основные технологические операции на этом участке — сборка и сварка отдельных деталей в узлы, а последних — в элементы каркасов.
Таким образом, участок комплектования деталей служит в каркасном производстве пунктом, обеспечивающим систематическое и планомерное питание деталями сборочно-сварочных рабочих мест, являющихся решающими в обеспечении выпуска каркасов котлов. [c.243]
Сварочный участок целесообразно создавать в несколько этапов. На первом, подготовительном этапе создается материально-техническая база сварочного участка. Для этого приказом по управлению назначается работник, ответственный за выполнение всех мероприятий по созданию сварочного участка разрабатывают организационно-технические мероприятия для создания материально-технической базы сварочного участка с указанием сроков и ответственных за их осуществление разрабатываются укрупненные нормативы затрат труда и сметной стоимости сварочных работ применительно к структуре производимых строительно-монтажных работ определяют годовой объем и трудоемкость сварочных работ устанавливают численный и квалификационный состав работников сварочного участка определяют потребность в сварочном оборудовании и материалах производят инвентаризацию сварочного оборудования, передаваемого сварочному участку оборудуют помещения, выделенные сварочному участку для хранения сварочных материалов и инструмента, небольшого ремонта и наладки сварочного оборудования и сборочно-сварочной оснастки, а также для размещения рабочих мест руководителей участка оборудуют специальный транспорт для обслуживания сварочного участка (оперативная перевозка сварочного оборудования, материалов, рабочих) изготовляют контейнеры для установки сварочного оборудования, приспособлений и инструмента подготавливают бланки технической документации по сварке (заявки на производство работ, акты сдачи-приемки работ, журналы сварочных работ) подбирают и дополнительно подготавливают кадры ИТР для оперативного руководства сварочными работами подготавливают прихват-чиков для монтажных бригад разрабатывают положение
 266]
266]
После комплектования заготовки и детали поступают на участок основных сборочно-сварочных операций. Последовательность выполнения операций показана на схеме (сборка элементов— сварка элементов — сборка узлов — сварка узлов — сборка узлов с арматурой и испытания узлов). Сборка узлов с арматурой, а также гидравлическое и пневматическое испытания узлов в условиях цеха выполняются редко. Обычно во избежание повреждения арматуры, удобства транспортирования и монтажа из цехов Поставляют на монтажную площадку узлы тр-у-бопроводов (без арматуры) либо их элементов. [c.128]
Каждое производственное подразделение (сборочно-сварочный цех, отделение, участок) организуется в составе завода для изготовления определенной продукции, являющейся результатом целеустремленного процесса труда. По Марксу процесс труда (производство) обязательно включает 1) целесообразную деятельность человека, или труд, 2) предмет труда и 3) орудия (средства) производства, которыми человек действует на предмет труда. В проектировании промышленных предприятий для обеспечения практических удобств эту номенклатуру состава производства применяют в описанном ниже дифференцированном виде. При этом в нее включают не только труд, предмет и орудия труда, но также другие средства производства, исполнителей труда и прочие элементы современного общественного производства, необходимые для его организации и проектирования.
В проектировании промышленных предприятий для обеспечения практических удобств эту номенклатуру состава производства применяют в описанном ниже дифференцированном виде. При этом в нее включают не только труд, предмет и орудия труда, но также другие средства производства, исполнителей труда и прочие элементы современного общественного производства, необходимые для его организации и проектирования.
Участок — сборочно-сварочный цех Лз 2 Элемент — участок длиной AL = 300 мм Материал — низколегированные стали Сварено элементов = 17 тыс. шт. Форма КСР-2 [c.247]
Сварочное производство представляет собой комплекс процессов с широким использованием сварочной техники, образующий самостоятельную законченную технологию изготовления сварной продукции. В зависимости от объема сварочных работ, выполняемых при изготовлении различных изделий, числа работающих, производственной площади определяют подразделение сварочного производства по организационному признаку сборочно-сварочный цех, отделение или участок. [c.7]
[c.7]
Поставка трубопроводов была организована таким образом, чтобы свести до минимума сварочно-сборочные работы на монтажной площадке. С этой целью на Уралхиммаше был организован специализированный участок, состоящий из двух пролетов цеха. Участок был оснащен манипуляторами и приспособлениями, позволяющими автоматической сваркой соединять трубы между собой и с деталями в сборочные единицы. Здесь же производились сортировка, входной контроль и складирование труб и деталей. Важное значение отводилось упаковке и документации, сопровождающей сборочные единицы на монтаж. В результате на монтажной площадке на порядок уменьшилось количество сварных швов, сокращались сроки монтажа. За счет того, что большинство швов выполнялось в условиях машиностроительного завода качество трубопроводов возрастало. [c.32]
При Проектировании инструментальных (штамповых) цехов их в большинстве Случаев размещают в одноэтажных зданиях. В них размещают участки (отделения) слесарно-сборочный, механической обработки, заготовительный, термический, кузнечный, сварочный, отделение испытания штампов и пресс-форм, склады, кладовые и т, д. в зависимости от масштабов производства. Оборудование, как правило, размещают по группам одноименных станков токарных, фрезерных, шлифовальных и т. д. Некоторые станки, требующие особых условий, выделяют в изолированные помещения. Так, создают участок координатно-расточных станков, точных шлифовальных (профилешлифовальных) станков, участок ЭФО и ЭХО и др.
в зависимости от масштабов производства. Оборудование, как правило, размещают по группам одноименных станков токарных, фрезерных, шлифовальных и т. д. Некоторые станки, требующие особых условий, выделяют в изолированные помещения. Так, создают участок координатно-расточных станков, точных шлифовальных (профилешлифовальных) станков, участок ЭФО и ЭХО и др.
Помимо сборочного участка, в вагонных депо имеются кузнечный цех с рессорным отделением, механический цех, колесный цех с отделением для ремонта роликовых подшипников, участок для заливки подшипников, инструментальный цех, столярно-плотницкий, кровельный, малярный цехи и сварочное отделение. Почти в каждом депо имеются контрольные пункты по ремонту автотормозов и автосцепки, которые могут быть размещены в основном здании или в отдельном. [c.278]
По постл плении на участок комплектования готовые детали раскладываются по соответствующим ячейкам или местам на стеллажах, которыми для этой цели участок специально оборудуется.
Ремонтную сварку на автоклавах допускается производить при температуре окружающего воздуха не ниже 0°С и защите зоны сварки от сквозняков. Если температура окружающего воздуха ниже +10°С, то сварочные работы на автоклаве должны производиться с местным подогревом ремонтируемой зоны (не менее 100 мм с каждой стороны шва) до 120—150 °С. Допускается выполнять прихватку временных планок, стяжек и других сборочно-сварочных приспособлений, которые в дальнейшем должны быть удалены с последующей зачисткой мест их установки шлифма-шинкой заподлицо. Поверхности автоклава, подлежащие ремонту сваркой, зачищают абразивным инструментом до чистого металла на ширину, превосходящую ремонтируемый участок не менее, чем на 20 мм.
Оснастка сварочного участка должна быть специальная, переналаживаемая на заданный диапазон типоразмеров. Требование ТУ выполнять поясные швы в положении в лодочку предопределяет необходимость поворота балки перед сварочной операцией и последовательное наложение каждого из швов в отдельности. Так как за 12 мин может быть выполнен только один шов длиной 12 м, то для обеспечения заданного темпа поточной линии сварочный участок должен иметь несколько рабоч1ус мест. Возможно либо параллельное их расположение, когда на каждом рабочем месте свариваются все четыре шва, либо последовательное, где на каждом из четырех рабочих мест выполняют по одному шву. Принятый в поточной линии завода им. Бабушкина последний вариант представляется более удобным. Первым целесоообразно выполнять шов со стороны, где нет прихваточного шва. Это означает необходимость кантовки балки после ее выхода из сборочного стана на 180°. Таким образом, оснастка сварочного участка должна последовательно обеспечивать положения балки, показанные на рис.
При компоновке отделений и помещений инструментального цеха должны предусматриваться прямоточность и последовательность прохождения основных материалов и изделий по стадиям их обработки. В этой связи оборудование рациональнее всего размещать по предметно-замкнутым участкам, предназначенным для изготовления, ремонта или восстановления определенных видов инструментов и оснастки. Около каждого такого участка следует располагать слесарно-сборочный участок для инструмента этого же вида. Шлифовальное и заточное отделения, а также термическое, кузнечное, сварочное и отделения металлопокрытий рекомендуется располагать у наружных стен здания с целью лучшего обеспечения естественной вентиляцией в дополнение к приточно-вытяжной.
требования к оборудованию, столы, спецодежда, вентиляция
Под рабочим местом сварщика понимается закрепленный участок за конкретным специалистом или бригадой. Это определенная местность на площади территории, которая находится на промышленном производстве. Она должна быть оснащена всем необходимым инструментарием и техникой для сварочных работ, а также соответствовать требованиям техники безопасности. Организация рабочего места зависит от размера и разновидности свариваемой конструкции.
Это определенная местность на площади территории, которая находится на промышленном производстве. Она должна быть оснащена всем необходимым инструментарием и техникой для сварочных работ, а также соответствовать требованиям техники безопасности. Организация рабочего места зависит от размера и разновидности свариваемой конструкции.
Виды рабочих мест
Правильная организация рабочего места сварщика является залогом качественной сварки и высокой производительности. Различают стационарные и нестационарные рабочие места сварщиков. На стационарных сварочных местах обычно проводятся сварные работы мелких деталей, которые легко размещаются на столе.
Постоянные места предназначены для производства сварщика на промышленных предприятиях: в цехах, мастерских. Стационарное рабочее место может быть однопостовым (которое предполагает наличие рабочего места только для одного сварщика), которое питается от трансформатора, а также многопостовым, при котором в помещении предусмотрено несколько кабин, питающихся от единого источника тока.
Детали могут подаваться слесарями или другими рабочими, а сам сварщик преимущественно находится в кабине. Сварочный трансформатор в указанном случае должен располагаться в отдельной комнате.
Общий или индивидуальный щит должны предусматривать измерительные приборы, разные средства защиты, сигнальные лампы и рубильники, зажимы и пр. Для индивидуального места предусмотрен свой щит с измерительными приборами.
Временные мобильные рабочие места используют для выполнения работ на оборудовании и установках, которые не допускается переместить к посту. Мобильное сварочное место, или нестационарное обычно предполагает сварку изделий больших размеров, которые лежат неподвижно. Сварщику в данном случае приходится перемещаться по периметру. При подготовке мобильного места нужно создать такие условия, в которых бы ничего не мешало процессу.
При использовании трансформатора для передвижного нестационарного места он может располагаться внутри здания или снаружи.
При выполнении сварочных работ на открытом воздухе рабочее месте подлежит защите от атмосферы. Для указанных целей могут применять палатки, переносные тенты или навесы и пр.
Организация рабочего места сварщика ручной дуговой сварки
Планирование рабочего места сварщика должно обеспечивать ему беспрепятственный доступ к заготовкам и безопасные условия труда. Нужно, в частности, позаботиться об отсутствии легковоспламеняющихся и взрывоопасных веществ, а сварочные баллоны должны быть достаточно удалены от открытого пламени. Рабочее место сварщика организуется по ГОСТ 12.3.003-86.
При комплектации рабочего места инструментом учитывается специфика работы. Но можно выделить определенный минимальный перечень инструментов, без которого сварщик не может полноценно работать. Стандартно рабочее место оснащено:
- сварочным аппаратом;
- металлической щеткой;
- столом и стулом сварщика;
- зубилом и молотком;
- электродержателем;
- винтовым зажимом;
- сварочной маской.


При этом не следует излишне загромождать рабочее место ненужными вещами и оборудованием, которые могут помешать работе и представлять опасность.
Сварочные работы на постах выполняются только при работающей вентиляции. При работе следует применять передвижные воздухоотсосы.
При выполнении работ на мобильных местах они огораживаются огнестойкими ширмами, щитами, а также должны быть оснащены огнетушителями и средствами пожаротушения. Разновидность огнетушителей определяют в зависимости от площади воздействия, производительности и класса помещения и пр. Помимо огнетушителя, место передвижной станции оборудуется ящиком с песком, ведром и средствами пожаротушения.
При необходимости рабочее место может быть оборудовано средствами малой механизации, что облегчает погрузочно-разгрузочные работы.
Требования к оборудованию
При организации сварочных работ важное значение придается правильному размещению оборудования. Агрегаты и установки, которые состоят из нескольких сварочных агрегатов, располагают в отдельном помещении, огороженном перегородками с высотой не менее 1,7 м.
Сварочные преобразователи в процессе работы могут создать шум, который оказывает негативное влияние на нервную систему, ведет к понижению внимания и работоспособности. Поэтому их рекомендовано изолировать и вывести за пределы производственного помещения.
Проходы между сварочными агрегатами и установками должны быть не менее 1,5 м, между сварочным агрегатом и стеной – от 0,5 м, между стационарным агрегатом, стеной и колонной – от 0,5 м.
Сварочный аппарат на стационарном месте должен быть установлен в защищенном от воздействия атмосферы помещении, которое хорошо проветривается. Оптимально, чтобы пол в таком помещении был бетонным, а стены не отражали сварочные блики, что представляет опасность для зрения. Дверной проем должен быть закрыт брезентовым занавесом, который подвешен на кольцах.
Использование сварочного оборудования на монтажной площадке может создать определенные сложности при его хранении. Лучше всего, если сварочный аппарат будет располагаться в закрытом помещении, а к рабочему месту будут подтягивать только кабели для сварки. Если это сделать невозможно, то оптимально установить сварочный аппарат на передвижную тележку, что упростит его транспортировку.
Если это сделать невозможно, то оптимально установить сварочный аппарат на передвижную тележку, что упростит его транспортировку.
Заготовки должны быть предварительно подготовлены к выполнению сварочных работ.
Столы сварщиков
Сварочные кабины должны быть изолированы от посторонних. В них располагается сварочный стол и прочие рабочие принадлежности, поэтому они достаточно просторные. Размер кабин составляет 2*2 или 2*3 метра, а высота – до 2 метров. Для улучшения вентиляции стены монтируются так, чтобы оставался зазор от пола в 20 см.
Сварочные столы используются для сварки и сборки деталей. Они располагаются внутри сварочной кабины на высоте 50-60 см, если пост предполагает проведение сварки в сидячем положении, или на высоте 90 см – если работы производят стоя.
Площадь стола составляет не менее квадратного метра. Требование к рабочему месту сварщика предполагает использование специальных болтов, к которым прикрепляются провода от сварочного аппарата. Для отсоса пыли от сварочной дуги не допускается располагать вытяжной зонт, так как иначе поток газов и пыли будет проходить через дыхательные пути сварщика.
На столе должны располагаться гнезда для электродов. Если в столе есть выдвижной ящик, то документы и инструменты должны храниться там. Есть еще одно требование: под ногами сварщика должен быть резиновый коврик.
Если стол оборудуется местным отсосом, то он может быть установлен как на столе, так и за пределами помещения. Встроенный в стол вентилятор создает шум, который снижает работоспособность. Оптимальной считается конструкция стола сварщика с нижнебоковым отсосом и установкой вентилятора за пределами помещения: тогда пыль и газ не попадают в зону дыхания сварщика.
В столах для сварщиков могут быть предусмотрены дополнительные удобства. Например, многие сварщики практикуют зачистку конца электрода путем его прикосновения к поверхности стола. В результате этого через определенный промежуток времени на столе образуются металлические наросты, которые мешают передвижению по столу изделий и ухудшающие его эстетические свойства. Для того чтобы этого не случилось, поверхность стола по краям кантуется медными пластинами. В результате поверхность стола не загрязняется электродами, так как к меди металл не пристает.
Для того чтобы этого не случилось, поверхность стола по краям кантуется медными пластинами. В результате поверхность стола не загрязняется электродами, так как к меди металл не пристает.
В столе может предусматриваться местное освещение. Для сварки мелких деталей, когда швы наносятся по периметру, целесообразно применение вращающегося стола, который регулируется по высоте винтами. Это позволяет поднимать и опускать детали в удобное положение. Сварщик при такой работе меньше устает и менее подвергается вредным выделением.
Для устранения неудобного положения нужно снабжать сварщика сиденьем, которое регулируется по высоте.
Электродержатели ручной дуговой сварки
Одним из основных инструментов, которые используются сварщиками, является электродержатель. От него зависит безопасность и производительность труда. Базовые требования к ним – легкость и удобность в обращении. Вес электродержателя не должен превышать 0,5 кг, чтобы руки сварщика не сильно уставали. При этом держатель не должен подвергаться нагреву при работе.
При этом держатель не должен подвергаться нагреву при работе.
Среди всех разновидностей зажимов наиболее оптимальными являются пассатижные зажимы.
Выпускаются три типа электродержателей:
- для тока до 125 А и сечения провода 25 мм;
- для тока до 315 А и провода 50 мм;
- для тока до 500 А и провода 70 мм.
Обязательно наличие изоляции и надежного крепления электродов. Держатель должен выдерживать 8 000 зажимов электродов. Конструкция позволяет производить замену электрода не более, чем за 4 с.
Примерная стоимость электрододержателей на Яндекс.маркетДержатели для тока 500 А и выше снабжают щитками для защиты рук от тепла сварочной дуги и от брызг металла. Также применяются электрододержатели, которые снабжены устройствами для выключения тока при смене электрода. Это дополнительно обеспечивает большую безопасность работы.
Сварочный пост должен быть оснащен штативом (стойкой), который приварен к столу, для укладки электродержателя при перерывах в работе, чтобы избежать образования электродуги при прикосновении держателя с поверхностью стола.
 Поверхность штатива или стойки должна производиться из электроизоляционного материала.
Поверхность штатива или стойки должна производиться из электроизоляционного материала.Во время сварки к держателю прилипают брызги металла, это ведет к его утяжелению и перегреву. Для того чтобы это избежать, рекомендовано раз за смену смазывать его автолом.
Спецодежда
Даже при полном соблюдении техники безопасности к рабочему месту сварщика нельзя оградить от негативных факторов без использования спецодежды. В комплекте должны быть куртка, рукавицы, брюки, спецобувь и пр. Большинство спецодежды для сварщиков шьют из брезента с вкраплениями асбеста, который может обезопасить от расплавленного металла. Одежда должна закрывать все тело, чтобы не оставалось открытых мест.
Среди индивидуальных средств защиты важное значение принадлежит щиткам и шлемам. Они должны соответствовать ГОСТ 12.4.035-78. Маска не может быть тяжелее 0,5 кг.
Примерная стоимость шлема для сварки на Яндекс.маркетПри выборе маски обращают внимание на ее материал. В идеале это пластмасса, устойчивая к повышенным температурам и влажности. Такая маска не портится под воздействием брызг металла и исключает поражение работника электрическим током.
Такая маска не портится под воздействием брызг металла и исключает поражение работника электрическим током.
Если работы выполняются в тесных и закрытых помещениях, где невозможно использовать вытяжку, то нужно использовать специальные маски, предполагающие подачу воздуха.
В шлем вставляется светофильтр, который удерживается рамкой с размерами 120*60. Средства защиты включают 13 классов светофильтров с разной плотностью, которые используются для разных режимов мощности.
Запрещено использование цветных стекол, которые не предназначены для сварки, так как они не обеспечивают надежную защиту глазам от ультрафиолетовых лучей. Это грозит сварщику хроническим заболеванием глаз.
Современные маски сконструированы по типу «хамелеона». Они позволяют автоматически отрегулировать затемнение стекол в зависимости от яркости дуги.
Они позволяют автоматически отрегулировать затемнение стекол в зависимости от яркости дуги.
В числе требований к материалу костюма можно выделить следующие:
- Материал костюма сварщика – жаростойкий (это, например, замша или брезент).
- Карманы – только внутренние.
- Куртка не должна заправляться.
- Ботинки производятся из негорючего материала, они должны быть достаточно высокими и не должны содержать гвозди.
- Головной убор должен надежно защищать шею.
- Краги или рукавицы производятся из негорючего материала, она должны быть достаточно длинные и исключать попадания материала внутрь при потолочной сварке.
Сварочные шторы
Аттестация рабочего места сварщика требует от него наличия перекрытия, особенно для многопостовых участков. Эти перекрытия именуются сварочными шторами. Они производятся из огнеупорной ткани, которая совпадает с той, из которой делают спецодежду.
Эти перекрытия именуются сварочными шторами. Они производятся из огнеупорной ткани, которая совпадает с той, из которой делают спецодежду.
Шторы полностью изолируют рабочее место сварщика от посторонних людей, чтобы исключить негативное влияние сварочной дуги и прочих негативных факторов.
Сварочные шторы обладают следующим функционалом:
- Они защищают от ультрафиолета.
- Минимизируют риски возникновения пожара, так как обеспечивают защиту от искр и брызг.
- Предотвращают отрицательное воздействие воздушных потоков на сварочную зону.
- Повышают эффективность вытяжного оборудования.
Они достаточно экономичны и просты в установке. Шторы бывают сплошные и полосовые. Сплошные шторы выполнены из единого полотна. Они производятся из ПВХ, прошиты со всех сторон и имеют армированные отверстия для подвесных колец с расстоянием 20 см. Полосовая сварочная штора представляет отдельную полоску с шириной 50 см. В сборе ширина шторы составляет 140 см.
Полосовая сварочная штора представляет отдельную полоску с шириной 50 см. В сборе ширина шторы составляет 140 см.
Вентиляция
При использовании в процессе сварки газа необходимо обеспечить хорошую вентиляцию помещения.
Вентиляция нужна по нескольким причинам:
- Для снижения концентрации токсичных веществ, которые могут выделяться из свариваемых металлов. При проведении сварочных работ в воздух могут выделяться различные вредные примеси: окись углерода, азота и фтористые включения.
- Для того чтобы убрать загазованность из помещения, которая может привести к детонации.
- Для обеспечения охлаждения рабочих инструментов и техники, которая сильно перегревается при эксплуатации.
Вентиляция бывает естественной, которая осуществляется с помощью притока воздуха с улицы, а также искусственной. Для искусственной вентиляции используются специальные вытяжки, вентиляторы и прочие средства для циркуляции воздуха.
Вытяжная вентиляция обустроена так, чтобы максимально удалить вредные газы из помещения, приточная – для компенсации организованной вытяжки через разбавление веществ до допустимых для здоровья рабочих концентраций.
Наиболее оптимальным вариантом рабочего стола сварщика выступают такие, которые обустроены вытяжкой пыли с направлением ее вниз или в сторону. Эффективность отсоса вредных веществ из зоны вдыхания обеспечивается близким расположением вытяжных заборников к месту дуги.
Иные требования
Также не стоит забывать о следующих дополнительных инструментах, которые облегчают работу сварщика. Это:
- винтовые зажимы для плотного контакта с изделием;
- проволочные щетки (ручные и с электроприводом) – для удаления шлака и ржавчины;
- узкая и широкая стальная щетка для очистки кромки и швов;
- зубила, клейма и молотки – для врубки мест с дефектами, устранения брызг, установки клейма и пр. ;
- молоток с заостренным концом для отбивания шлака;
- набор шаблонов для промера величины швов;
- брезентовые сумки или стаканы – для хранения электродов.
 ;
;Сварщику должны быть легко доступны расходные материалы: электроды, проволока, флюс и пр., чтобы у него была возможность их легкой смены в процессе работы. Необходимо соблюдать инструкцию по охране труда в индивидуальном и общем плане.
Если сварщик работает с неплавящимся электродом, то он должен иметь набор заточенных вольфрамовых электродов, пассатижи, гаечные ключи, кусачки, пассатижи и пр. Инструмент следует хранить в специальном ящике или сумке.
Таким образом, от того, насколько грамотно было организовано рабочее место сварщика, использующего метод ручной дуговой сварки, зависит в целом эффективность и безопасность работ. Под рабочим местом понимается участок, закрепленный за сварщиком, который оснащен оборудованием, инструментами и приспособлениями для проведения сварки. Правильно организованное место снижает травматизм и несчастные случаи на производстве.
Правильно организованное место снижает травматизм и несчастные случаи на производстве.
Организация участка автоматической сварки обечаек
АвтоматизацияАвтоматизация производства является необходимой и важной задачей для повышения конкурентоспособности и развития предприятия.
В связи с этим заказчиком была поставлена задача спроектировать сварочный участок для автоматической сварки в среде инертных газов (Ar, He) продольных и кольцевых, внутренних и наружных швов цилиндрических обечаек. Материал обечайки: высоколегированные специальные стали. Присадочная проволока диаметрами Ø 1,2; Ø 1,6. Диаметр обечайки от 464 мм до 1500мм.
Для решения поставленной задачи специалистами компании «ДельтаСвар» и техническими специалистами компании Carpano Equipment s.r.l. был разработан сварочный комплекс на базе сварочной колонны ZA20A20F/SP CARPANO и сварочного оборудования V50 DC с механизмом подачи Feed 1.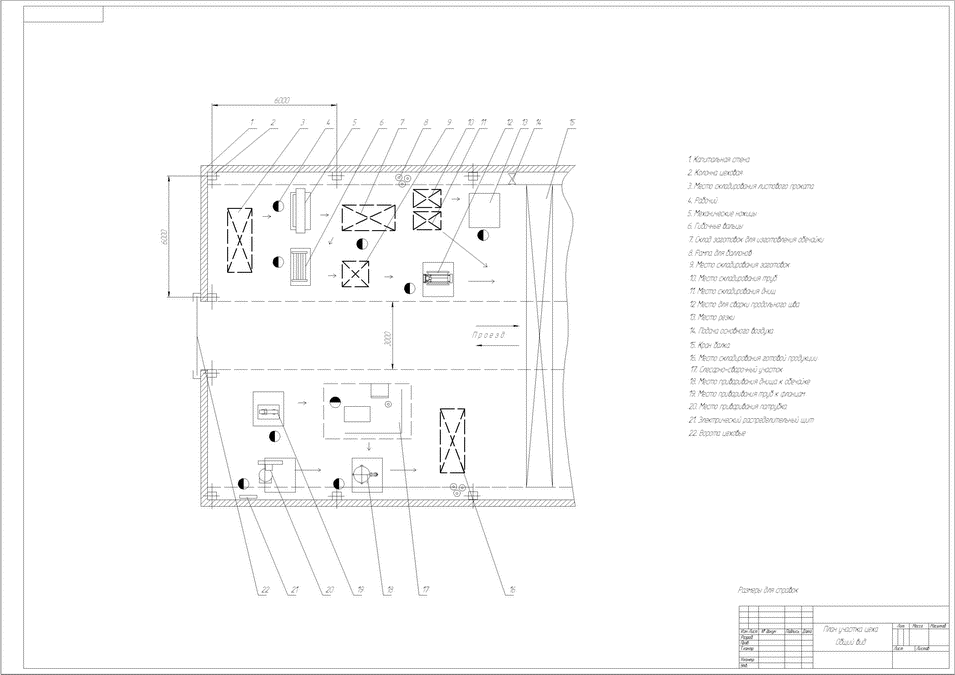 Был создан новый беспроводной пульт дистанционного управления, отвечающий всем необходимым требованиям заказчика.
Был создан новый беспроводной пульт дистанционного управления, отвечающий всем необходимым требованиям заказчика.
Комплекс включает в себя сварочную колонну, оснащенную системой слежения по напряжению на дуге (AVC), системой видеонаблюдения и оборудованием для сварки неплавящимся электродом с механизмом подачи присадочной проволоки. Сварка производится в среде аргона или в чистом гелии.
Управление всеми системами колонны, источником питания и механизмом подачи проволоки интегрировано в общую панель управления. Комплекс оснащен беспроводным пультом дистанционного управления.
Состав автоматического комплекса для сварки обечаек:
- Колонна для автоматической сварки ZA20A20F/SP с рабочим ходом по горизонтали 2000 мм и по вертикали 2000 мм;
- AVCPLC80MINI – система автоматического слежения по напряжению на дуге. Управление интегрировано в главную панель управления;
- Устройство наклона сварочной горелки до 45° MONO MAXI для приварки фланцев;
- Блок линейных колебаний DTE80. Управление интегрировано в главную панель;
- Система видеонаблюдения зоны сварки с выводом изображения на передвижной пульт управления. Управление интегрировано в главную панель.
- Автоматическая сварочная горелка AUT-WIG 400;
- CEFF – Суппорт для регулировки положения присадочной проволоки с микрометрической регулировкой в 4 направлениях;
- Сварочный аппарат для аргонодуговой сварки V50 DC LORCH;
- Механизм подачи присадочной проволоки TIG — FEED 1, LORCH;
- Общая панель управления включает возможность контроля за всеми системами комплекса, сварочным источником и механизмом подачи проволоки. Блок управления полностью на русском языке;
- Беспроводной пульт дистанционного управления.
 Управление интегрировано в главную панель;
Управление интегрировано в главную панель;Специалистами «ДельтаСвар» была произведена поставка оборудования, проведены пусконаладочные работы, обучение персонала и сварка образцов.
В результате заказчик получил современный высокотехнологичный сварочный комплекс, который полностью решает весь спектр задач сварочного производства.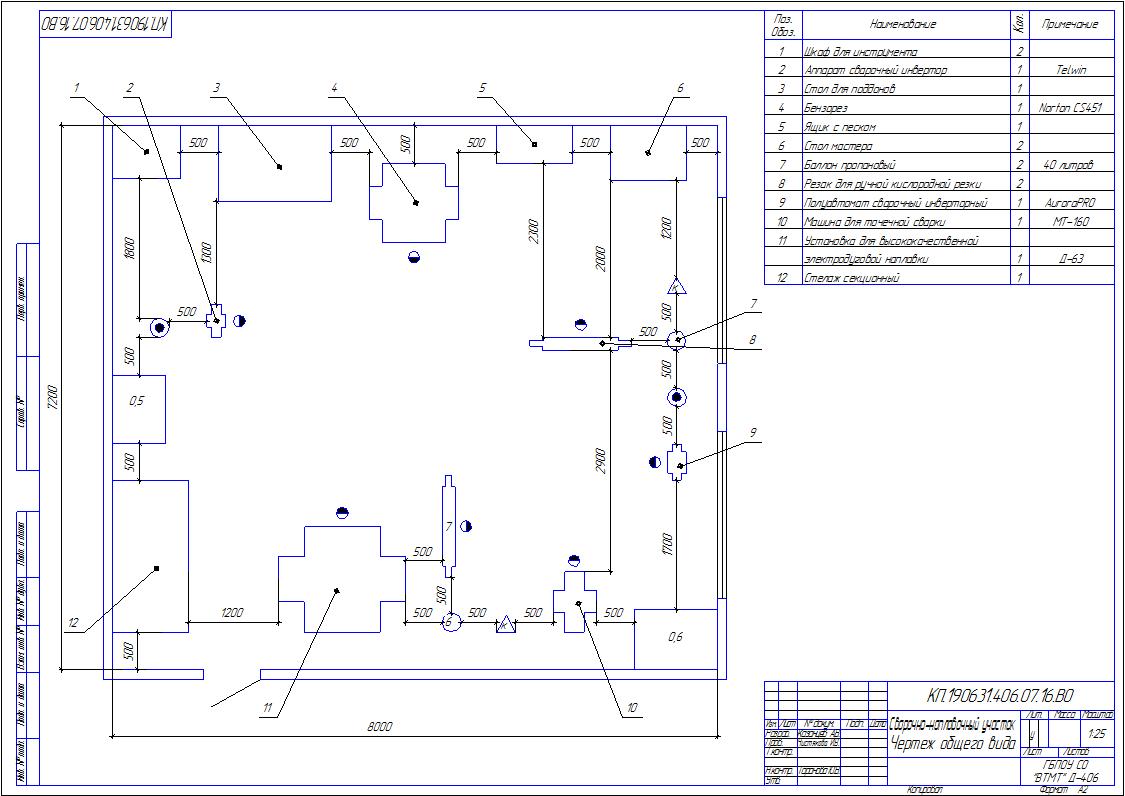 Высокое качество и надежность оборудования обеспечивают заказчику длительную и бесперебойную работу, исключают потери из-за простоев, связанных с поломками.
Высокое качество и надежность оборудования обеспечивают заказчику длительную и бесперебойную работу, исключают потери из-за простоев, связанных с поломками.
Данный автоматический комплекс может использоваться на производстве во многих отраслях промышленности: тяжелое машиностроение, производство нефтегазового оборудования, сборка металлоконструкций, судостроение, оборонная промышленность.
Появились вопросы? Позвоните нам по номеру +7 (343) 384-71-72 или напишите нам. Специалисты компании «ДельтаСвар» подберут подходящее сварочное оборудование и правильное решение для любой задачи!
Читайте также:
Поставка машины для автоматической контактной стыковой сварки арматуры
Для решения задачи по контактной сварке арматуры в компанию «ДельтаСвар» обратилась крупнейшая строительная организация Белгородской области, производящая строительные металлические конструкции, инженерные коммуникации для водоснабжения, водоотведения и газоснабжения. …
…
Поставка сварочного портала для сварки ребер жесткости
Клиент — судостроительное предприятие, на территории которого активно застраиваются новые цеха. На данном этапе было необходимо оснастить цех установкой для сварки продольных ребер жесткости. Основная задача заключалась в сварке 7 ребер сразу с 2-х сторон.
…
Автоматическая установка EZArc для сварки кольцевых швов корпуса гидроцилиндра
В компанию «ДельтаСвар» обратилась компания, основным направлением деятельности которой является изготовление гидравлических цилиндров для дорожно-строительной, сельскохозяйственной, коммунальной, лесозаготовительной и специальной техники.
…
Поставка машины для автоматической TIG-сварки продольных швов обечаек
В компанию «ДельтаСвар» поступил запрос на приобретение машины для сварки TIG продольного шва обечаек от предприятия, занимающегося производством продукции для ракетной и космической отраслей промышленности. Основной задачей заказчика являлось увеличение количества выпускаемой продукции за счет автоматизации процесса сварки.
…
Основной задачей заказчика являлось увеличение количества выпускаемой продукции за счет автоматизации процесса сварки.
…
Автоматизация производства емкостного оборудования из нержавеющей стали
В ООО «ДельтаСвар» обратилась компания-производитель нестандартного оборудования, резервуаров и емкостей различной сложности из нержавеющей стали по стандартам пищевой, химической и фармацевтической промышленностей.
…
Поделиться ссылкой:
Специализированный сборо-сварочный цех
Создается специализированный сборо-сварочный цех по изготовлению ферм пролетами 18 и 24 м, подстропильных ферм, элементов связей, фонарей и прогонов. Основную номенклатуру цеха в объеме 23,2 тыс. т составляют трубчатые стропильные фермы, изготовление которых предусмотрено на шести специализированных участках. Производство стропильных ферм на потоке будет осуществляться методом поузловой сборки. Он состоит в разбивке сложной сварной конструкции на простые конструктивно-технологические подузлы с параллельным изготовлением каждого из них и последующей общей сборкой. Изготовление простых узлов менее трудоемко и легче поддается механизации. Кроме того, сокращается время изготовления изделия (фермы).
Изготовление простых узлов менее трудоемко и легче поддается механизации. Кроме того, сокращается время изготовления изделия (фермы).
В цехе изготовления стропильных ферм имеются поточные линии сборки и сварки полуферм, участки для укрупнения ферм пролетом 18 м и для сборки и сварки опорных столиков, рабочие места для изготовления нулевых панелей, вставок и контрольной сборки.
Поточная линия сборки и сварки полуферм (рис. 134) состоит из сборочных, сварочных и транспортных приспособлений, расположенных в соответствии с технологией. В начале линии предусмотрены места для складирования элементов ферм. На первом рабочем месте — стенде 2 — собирают пояса. Оно выполнено так, чтобы сборку верхнего и нижнего поясов данного типоразмера фермы можно было производить без переналадки: их сборку чередуют. Сборочный стенд оснащен быстродействующими пневмоприжимами, он обеспечивает точную установку фланцев, опорных столиков и ребер по отверстиям. Мелкие детали подают к месту сборки из контейнеров 12 вручную, а тяжелых — козловым краном 1, перемещающимся по рельсам вдоль линии и управляемым с пола самими сборщиками. Установка для сварки поясов 3 представляет собой роликовый механизированный стенд, с плавной регулировкой скорости вращения роликов. Стенд обеспечивает выполнение всех сварных швов в нижнем положении и свободный доступ к ним.
Установка для сварки поясов 3 представляет собой роликовый механизированный стенд, с плавной регулировкой скорости вращения роликов. Стенд обеспечивает выполнение всех сварных швов в нижнем положении и свободный доступ к ним.
Рис.134.Схема поточной линии сборо-сварки ферм из округлых труб: 1,7—полукозловый кран;2—стенд для сборки поясов; 3—стенд для сварки поясов;4—выпрямитель сварочный BC-300;5—балластный реостат;6—стеллаж для поясов;8—кантователь для сварки полуферм;9—стеллаж для готовых полуферм;10—стоечные тары;11—стенд для сборки полуферм;12—контейнер.
Сборочно-сварочный цех | Сборщик металлических корпусов судов
Изготовление узлов и секций корпуса является одним из ведущих видов судостроительного производства. В настоящее время объем работ, выполняемых в сборочно-сварочных цехах, составляет 12—15 % от общей трудоемкости постройки судна или 45—50 % от трудоемкости всех корпусных работ.
В сборочно-сварочный цех подаются комплекты деталей из корпусообрабатывающего цеха. Из этих деталей собираются и свариваются различные узлы.
Из этих деталей собираются и свариваются различные узлы.
Из предварительно изготовленных узлов и части деталей собираются секции. Блоки секций формируют из отдельных секций, узлов и деталей.
Большинство деталей и узлов входит в состав секций и блоков секций. Лишь сравнительно небольшая часть деталей и узлов поступает непосредственно на стапель для сборки корпуса судна.
На некоторых заводах кроме сборочно-сварочных цехов, имеются специальные цехи изготовления блоков, в которых сначала собираются блоки секций, а после установки в них насыщения и оборудования готовые блоки судна подаются в корпусостроительный (стапельный) цех.
Сборочно-сварочные цехи размещаются в специально сооружаемых больших зданиях, разделенных на несколько пролетов рядами колонн, поддерживающих свод здания и подкрановые пути. Пролеты крупных цехов имеют ширину 24—54 м и длину 150—300 м. В цехе обычно бывает три или четыре пролёта (рис. 12.6).
Рис.
 12.6. Схема сборочно-сварочного цеха.
12.6. Схема сборочно-сварочного цеха.1 — сборочно-сварочные стенды; 2 — сварочные стенды с флюсовыми ручьями; 3 — правильные вальцы; 4 — накопители полотнищ; 5 — главный электрощит; 6 — посты подключения к кислородным, ацетиленовым и воздушным магистралям; 7 — поперечные рельсовые пути для транспортировки из одного пролета в другой; 8 — бытовые и служебные помещения; 9 — склад комплектации деталей; 10 — площадка для хранения готовых секций и оснастки; 11 — мостовые краны.
Высота пролетов в цехах различна: в низкой части, где размещают участки узловой сборки, высота до подкрановых путей составляет 6—8,5 м, а в высокой части, где находятся участки секционной сборки, — 12—28 м и более. В последние годы на некоторых заводах были построены сборочно-сварочные цехи, имеющие высоту до подкрановых путей более 30 м. В таких цехах производится сборка крупногабаритных объемных секций и блоков секций. Причем для транспортировки таких секций на стапель непосредственно в сборочно-сварочный цех заводят козловые стапельные краны большой грузоподъемности.
В сборочно-сварочных цехах рабочие места обеспечены дневным и искусственным освещением, отоплением, а также общеобменной и местной вентиляцией.
Крановое оборудование пролетов состоит из мостовых кранов грузоподъемностью 30, 50, 100 и 150 кН в низких частях и 150, 250, 300, 500, 750 и 1000 кН — в высоких. Грузоподъемность кранов выбирается в зависимости от массы узлов и секций, которые должны собираться в цехе. Количество кранов определяется в зависимости от длины пролетов, загрузки и интенсивности работы, но не меньше двух на каждой линии подкрановых путей, что необходимо для обеспечения непрерывной работы в пролете в случае поломки одного крана. Для передачи секций и узлов из низкой части в высокую подкрановые пути обеих частей несколько перекрывают друг друга в месте стыка.
Производственные площади цеха обеспечиваются питанием необходимыми видами энергии: осветительной; электроэнергией для сварки; кислородом и ацетиленом, подаваемым по магистралям, сжатым воздухом под давлением 0,5—0,6 МПа для пневматического инструмента; водой. Во многих цехах по специальным магистралям подается углекислый газ (CO2) для сварки.
Во многих цехах по специальным магистралям подается углекислый газ (CO2) для сварки.
Посты для подключения кислородных и ацетиленовых шлангов, распределительные гребенки сжатого воздуха, щитки низкого напряжения для подключения переносных электроламп и электроинструмента располагаются на колоннах цеха с таким расчетом, чтобы длина шлангов или электрических проводов не превышала 15—30 м.
Многопостовые сварочные машины или выпрямители располагаются в специальном помещении или в «мертвом пространстве» между колоннами покрановых путей. Для подключения балластных реостатов сварщиков от многопостовых машин в пролетах проложены специальные шинопроводы.
Весь пол в пролетах .цеха, за исключением мест, предназначенных для установки постоянных стендов и постелей, механического оборудования, а также для проходов, покрывается металлическими сборочными площадками сварной конструкции или имеет специальные пазы для крепления оснастки. Съемная оснастка устанавливается непосредственно на сборочных площадках.
Служебные и бытовые помещения располагаются в пристройке, примыкающей к торцевой или одной из боковых стен цеха. В первом этаже обычно размещаются различные кладовые (инструментальная, электродная, мелкого насыщения и др.), мастерские ремонта оборудования, конторки мастеров и санузлы. На 2-м и 3-м этажах находятся раздевалки и душевые для рабочих, красный уголок, помещения администрации и служб цеха.
Комплектационный склад деталей (а иногда и узлов), часто входящий в состав сборочно-сварочного цеха, размещается в непосредственной близости к цеху.
Распределение производственных площадей в сборочно-сварочном цехе и расположение на них участков зависят от организации производства в цехе и конструктивно-технологических особенностей изготовляемых корпусных конструкций.
При рациональном использовании производственных площадей обеспечивается максимальный съем продукции с 1 м2 площади сборочно-сварочного цеха. В современных сборочно-сварочных цехах съем продукции с 1 м2 площади в год достигает 1,0—5,0 т (в зависимости от типов и размеров строящихся судов), а выпуск конструкций на одного производственного рабочего в год достигает 50—80 т.
Сборочно-сварочный цех обычно имеет следующие производственные участки: сборки и сварки полотнищ (сокращенно — участок полотен), сборки и сварки узлов днищевого набора, изготовления тавровых узлов, фальшбортов и комингсов грузовых люков, сборки и сварки фундаментов и прочих узлов. В число специализированных участков секционной сборки обычно входят участки изготовления плоскостных, палубных, бортовых, днищевых секций, объемных секций оконечностей, объемных секций надстроек, а также участки сборки и сварки люковых закрытий, изготовления мачт, грузовых стрел, рулей и других конструкций.
Компактная сварочная площадка для мастерских | CTM Проекты
Первоначальная концепция CAD-рендеринга для компактного сварочного участка в мастерской
Решил спроектировать сварочную площадку для домашней мастерской. Я хотел, чтобы сварочный стол был достаточно прочным, чтобы работать при сварке тяжелых предметов; но при этом подвижный и максимально компактный для экономии места.
Визуализация подвижного сварочного стола и стойки для ленточной пилы
Мне нужен был небольшой сварочный стол, который поместился бы поверх моей ленточной пилы по металлу.
Стальные планки перемещены на столешницу сварочного стола
Также хотелось иметь возможность снимать металлические плоские планки столешницы толщиной 1/2 дюйма и переставлять их, чтобы упростить закрепление при выполнении определенных сварочных работ.
Проверка подгонки ленточной пилы под сварочный стол во время изготовления
При изготовлении сварочного стола я оставил некоторые концы стальных трубок открытыми, чтобы можно было разместить частично использованные стержни TIG из нержавеющей стали и алюминия.
Изготовленные на заказ зажимы с тисками подходят для отверстий в верхней части сварочного стола
Просверленные отверстия в стальных досках столешницы для размещения тисков в любом месте стола вместе с изготовленными на заказ зажимами с болтовым креплением Vise-Grip.
Подвижный сварочный стол с тисками и специальными зажимами
Для экономии места ленточная пила по металлу помещается под сварочным столом на подставке с колесами, которые поворачиваются на 360 градусов. Это позволяет мне быстро вытащить ленточную пилу и использовать ее при необходимости, а затем быстро убрать ее, когда она не используется.
При необходимости сварочный стол и стойку для ленточной пилы можно зафиксировать на месте с помощью регулировочных болтов. ( Также к стойке сверлильного станка добавлены колеса и регулировочные болты)
На сверлильный станок
добавлены регулировочные болты и колеса.Я постарался сделать дизайн стола и подставок как можно проще, чтобы их мог легко изготовить любой, кто умеет резать и сваривать металл.
Ленточная пила помещается под сварочный стол, когда не используется
Файлы проектирования SolidWorks CAD можно найти на GrabCAD.com:
http://grabcad.com/library/welding-table-band-saw-stand-1
Регулируемая роликовая стойка с ленточной пилой по металлу
Использованный металлолом, который я нашел в своей мастерской, и недорогой ролик, купленный в Harbor Freight Tools, для изготовления регулируемой роликовой стойки.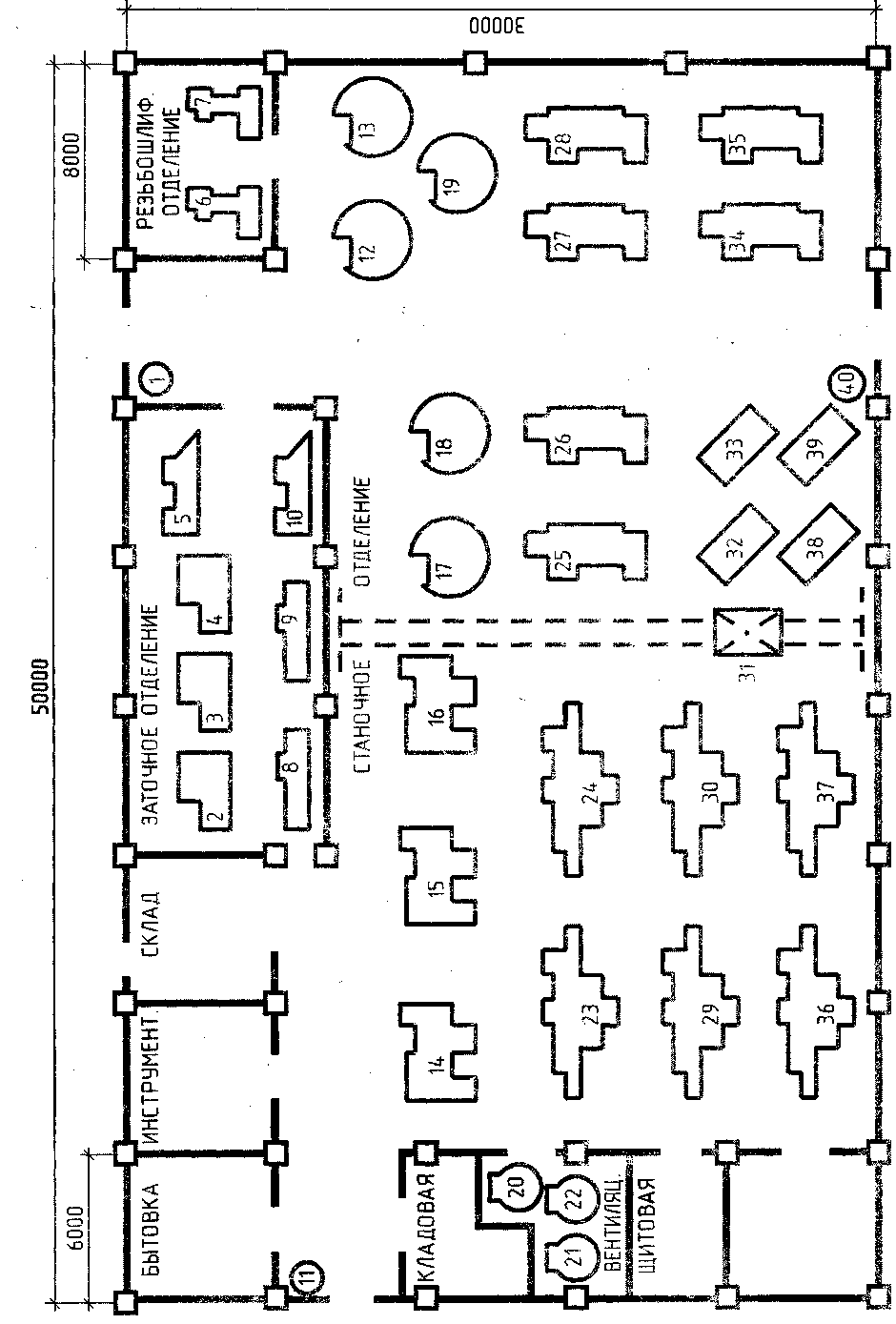
http://www.harborfreight.com/12-1-2-half-inch-roller-and-bracket-set-30026.html
Регулируемая роликовая подставка из оставшихся деталей
Используя меньшую сварочную технологию «инверторного» типа, я смог установить два сварочных аппарата на подставке, которая устанавливается над моим воздушным компрессором; Таким образом, я могу гибко выполнять сварку TIG, MIG и STICK — в моей небольшой мастерской — проектов из мягкой стали, алюминия и нержавеющей стали.
Сварка MIG, TIG и STICK с помощью этого инверторного сварочного аппарата
Miller Multimatic ™ 200 — это отличный универсальный сварочный аппарат постоянного тока с «инвертором», который имеет штепсельную вилку Multi-Voltage (MVP ™) , позволяющую подключаться к обычным розеткам на 120 или 230 В без использования каких-либо инструментов — выберите вилку, подходящую к розетке, и подключите ее к шнуру питания.(Нажмите, чтобы просмотреть видео)
Моя грязная мастерская «Компактная» зона сварки
Я уверен, что существуют гораздо лучшие конструкции для сварочных столов и подставок; однако они отлично подходят для моих нужд, и задача заключалась в том, чтобы сделать их как можно более простыми и недорогими.
Следующим запланированным проектом для моей небольшой домашней мастерской является строительство подъемного стола, который помещается над капотом джипа, так что у меня есть 4-футовый. х 8 футов. рабочая зона.
ОБНОВЛЕНИЕ ~ Подъемный стол для мастерских «Over Jeep»
— ПРИВЕТСТВИЕ…
Нравится:
Нравится Загрузка…
Связанные
Векторные изображения Сварочная мастерская, Стоковые векторные изображения Сварочная мастерская | Depositphotos® Коллекция значков для сваркиСварщик в маске, выполняющий аргонную сварку металла ЗначкиИконкиЗначки для промышленного производства набор иконок Сварочная горелка с логотипом Spark. Сварщик инструмент Векторный дизайн. Логотип для сварочных работЛоготип кузнеца, типографский логотип, значок, эмблема, этикеткаКоллекция логотипа, элементов и логотипов для кузнеца и магазинаСилуэт сварщика во время работы Логотип сварочного цеха, простой серый стильЭмблема кузнецаЛоготип для кузнеца, типографский логотип, значок, эмблема, этикетка setInspiration Welder сваривает металл.Черно-белые иллюстрации сварщика в рабочей одежде. Линейное искусство. Силуэт сварщика. Уверенно улыбающийся сварщик. Уверенно улыбающийся сварщик. Талисман сварщикаКузнец, этикетка кузнеца и логотипВекторный набор старинных логотипов кузнецаСварщик в маске, выполняющий аргонную сварку металлаНабор старинных кузнечных этикетокЭмблема кузнеца с текстурой гранжСтроители устанавливают bigWelder талисман на белом фоне Баннер для черной металлургии, цех металлургического завода.Набор шаблонов услуг с ЧПУ для гравировки.Сварщик, работающий в плоском дизайне.Набор элементов для дизайна с кузнечной наковальней и молотком.Металлургический процесс. Горячее литье сталиНабор старинных кузнецов и элементов дизайна. Строительные инструменты логотипЦиркулярная пила искры Кузнец. Набор старинных типографских плакатов, этикеток и принтов.Welder Elements, Thin Line и Pixel Perfect IconИллюстрации ремонта машин и оборудованияСварщик в маске соединяет металлические трубы в трубопроводеНабор старинных монохромных кузнечных этикеток и элементов дизайна. Сварщик, нарисованный фломастером, векторный логотип кузнеца. кузница или ковка значок Набор старинных типографских плакатов, этикеток и принтов. Сварщик, использующий инструменты и оборудование для металлообработки сталелитейных заводов для сварочных работ в слесарной мастерской Сварщик отрезает кусок железной трубы газовой горелки.Векторные иллюстрации Профессиональный работник сварщика. супергерой с газовыми баллонами, знак лазерной резки, изолированные вращающийся абразивный диск с искрами на темном фоне. Технологии и промышленные векторные иллюстрации Набор старинных типографских плакатов, этикеток и принтов. Сварка в маске белый фон для веб-сайтов, мобильных и металлообработки концепции векторные иллюстрации в плоском стилеВинтажные кузнечные этикетки и элементы дизайнаМонохромный ретро логотип для металлоконструкцийСварщик готов к работе значок, стиль контураНабор старинных типографских плакатов, этикеток и принтов. Набор векторных логотипов элементов, этикеток, значков и силуэтов для кузнеца. Дизайн логотипа кузнецаУверенно улыбающийся сварщик. Как освоить газовую сварку алюминия
Секреты газовой сварки алюминия
Мастерская Oshkosh по сварке алюминия
Советы мастера по сплавлению легких авиационных металлов с газом и водородом.
Древний миф гласит, что боги Миг, Тиг и Гелиарк всемогущи правят Землей сварки алюминия, и ни один другой бог не осмелится вторгнуться на их территорию, чтобы не быть вознагражденным небезопасным соединением серебристого металла при сварке алюминия.
Счастливая правда совершенно иная, поскольку сварка алюминия газом и водородом, как и кислородно-ацетиленовая сварка, — это навык, который может освоить и легко применить новичок.
Во время Второй мировой войны сварка алюминия боевой техники, например компонентов самолетов, производилась с использованием водорода и кислорода, точно так же, как кислород и ацетилен широко используются сегодня для сварки хромомолибденовой стали 4130.
Требуются навыки, так что вам придется потренироваться, прежде чем приступить к сварке вилки с носовым колесом или крыльевых баков на 15 галлонов, но наберитесь духа; На вершине кривой обучения вы разовьете способность конструировать несколько деталей за гораздо меньшие деньги, чем дорогостоящие методы электросварки, упомянутые выше, без необходимости использования бескислородной атмосферы или других специальных процедур.И, конечно же, есть вездесущая гордость за изготовление собственных деталей.
Специалисты по сварке алюминия
Инструктором нашей мастерской является Стив Неандер, член EAA и совладелец Crane Service Inc., Мидлотиан, III. Эта статья была бы невозможна без его ценных знаний, почерпнутых из многолетнего опыта в сварке.
Инструктор Неандер рекомендует соблюдать последовательность при сварке: Установите давление в резервуаре и трубопроводе, убедитесь, что у вас есть правильный наконечник для работы.приготовьте очки и флюс, включите горелку и отрегулируйте пламя, нанесите на стержень флюс, наденьте очки, предварительно нагрейте основной металл… и начинайте сварку.
Сварка алюминия — это просто, не правда ли? Это не. Вы должны научиться ползать, прежде чем ходить, но со временем у вас появятся навыки, необходимые для выполнения сварных швов, которые будут такими же прочными, как любые, за которые вы могли бы заплатить профессионалу.
Шаги к успешной сварке алюминия
Фото 1: Практический опыт позволяет многим потенциальным строителям домов посетить беседки мастерских Oshkosh, чтобы попробовать свои силы в таких навыках, как сварка. Приступим.
Фото 2: Мемориальная доска, висящая в сварочных цехах Ошкоша, стоит как минимум в 10 раз больше своих 250 слов.
Фото 3 и 4: Стандартные горелки и оборудование используются для сварки алюминия, хотя размер наконечника в три-четыре раза больше, чем у той же толщины, что и у стали.
Это связано с тем, что для алюминия требуется более «мягкое», менее сфокусированное пламя ; требуется много тепла, чтобы большая часть алюминиевой детали оставалась близкой к температуре плавления, чтобы металлы текли вместе со стержнем и образовывали полностью проплавленный сварной шов.Слишком много тепла, сконцентрированного на небольшой площади, расплавит металл, прежде чем вы сможете его сварить.
Как указано на табличке, сварочный стержень, который следует запросить в местном сварочном цеху, составляет 1100 или 4043, в зависимости от того, какой материал вы свариваете. Показанный здесь стержень еще не имеет покрытия из флюса антиборакса.
Флюс используется для удаления любого оксида алюминия, образующегося во время нагрева, и для предотвращения одновременного окисления металла. При сварке алюминия необходимо периодически погружать стержень во флюс.
Фото 5, 6 и 7: Водород — топливо.
Катастрофа с дирижаблем Гинденберга в тридцатые годы навсегда оставила водороду дурную славу, но, по правде говоря, при правильном обращении он не более опасен, чем ацетиленовое топливо, обычно используемое для сварки стали. Водород на самом деле не требует особого обращения. Один сварщик, по словам инструктора Неандера, проводил сварку возле негерметичной емкости с ацетиленом.
Ацетилен загорелся, бак взорвался, и взрыв буквально разнес человека на куски; никакой части его так и не нашли.Тем не менее, к водороду следует относиться с уважением. Подобная авария возможна с легковоспламеняющимся газом.
Кислород используется как своего рода нагнетатель пламени, контролирующий агент. Он помогает и способствует горению водорода, хотя сам по себе он не горит. Вы можете проверить номера, нанесенные на цилиндр, чтобы узнать, когда он был изготовлен и когда последний осматривался. Проверки следует проводить каждые пять лет.
Показанные числа указывают дату изготовления на декабрь 1916 г. и последнюю проверку в июле 1922 г., что означает, что этот баллон может быть небезопасным и его следует проверить.Крест внутри квадрата мог означать, что он был сделан в Германии во время войны.
Цилиндры рассчитаны на максимальное давление в 5000 фунтов на квадратный дюйм (psi). Такие газы, как водород и кислород, не хранятся при давлении более 2500 фунтов на квадратный дюйм, что дает запас прочности 2: 1.
Это мудро; разорвавшийся цилиндр может буквально сровнять дом с землей, поэтому внезапное падение давления становится взрывоопасным. Еще хуже мысль о ракетоподобной ракете, пробивающей стену вашего гаража в ваш дом.
Каждый бак имеет два регулятора давления. Один показывает давление в сотнях фунтов на квадратный дюйм, другой — в десятках. Циферблат сотен показывает давление в баллоне, десятки — давление в трубопроводе. Давление каждого индивидуума может быть разным; давление в линии, идущей к горелке, должно быть одинаковым, около 10 фунтов на квадратный дюйм или около того, как на линии водорода, так и на линии кислорода.
Фото 8: При сварке алюминия сначала откройте водородный клапан на горелке на четверть оборота или около того.
Фото 9: Зажгите факел с помощью искрового устройства, устройства, которое царапает кремнем о кусок файла в чашке.Пламя чистого водорода оранжевого цвета, буйное и рассеянное, как волнистые вееры дровяного огня.
Фото 10: Теперь наберите кислород.
Помните, кислород — это регулятор и нагнетатель пламени; он очищает, нагревает, усиливает и контролирует пламя, что и является вашей целью. Цель состоит в том, чтобы добиться нейтрального пламени.
Для того, чтобы установить горелку (не носить очки еще, они делают пламя невидимым — необходимо для сварки, непригодно для установки горелки), удерживая кончик около двух дюймов от в огнеупорном кирпиче, сопло, указывая прямо вниз.Кирпич загрязнит пламя, и вы его легко увидите. Откройте кислородный клапан примерно на ту же величину, что и водородный.
Вы пытаетесь добиться соотношения кислорода и водорода 1: 1 на кончике. Помните, что бурное водородное пламя при смешивании с кислородом уступает место мягкому столбу. Вы ищете непрерывное однородное пламя с контролируемым кругом, когда оно поражает огнеупорный кирпич.
Индикаторы, на которые следует обратить внимание: слишком много водорода, и пламя погаснет.
Слишком много кислорода, и пламя будет обнаружено; вы можете услышать свист избытка кислорода в смеси, и у вас будет горячая точка вместо красивого круглого круга на кирпиче. Ваша цель — нейтральное пламя, подобное пламени газовой горелки.
Фотографии 11 и 12: Наденьте пару очков из розового стекла из дидима, чтобы скрыть от глаз желтое пламя, загрязненное флюсом, чтобы вы могли видеть металл под фонариком. Фотография вверху справа (12), снятая через очки, показывает, как пламя исчезает, если смотреть через очки.
Фото 13 и 14: А теперь краткое практическое занятие по сварке алюминия:
Идея сварки алюминия состоит в том, чтобы нагреть соединяемые куски металла, называемые основным металлом, до температуры, близкой к температуре плавления, затем ввести сварочный стержень, который представляет собой алюминиевый материал, который «склеит» или заполнит соединение .
Комплект ProMaster для системы сварки и резки Detroit Torch dhc2000-pmk DHC2000
н / д *
Цена Последнее обновление 8:45, 20 марта 2020 г.
(Больше информации)
Хорошей отправной точкой является установка резака под углом примерно 45 градусов от рабочей поверхности.С практикой вы разовьете свой собственный стиль. Наклоните стержень примерно одинаково. Теперь нагрейте основной металл до тех пор, пока он не станет расплавленным или «лужей» .
Распознавание того, что вы ищете на этом этапе, — самая сложная часть процесса обучения, поэтому будьте внимательны. Предварительно нагрейте всю деталь, просто погрузите ее в огонь, потому что алюминий быстро поглощает или «улавливает» тепло.
Лужа выглядит как поверхность воды в стакане, когда на нее дуют, т.е.э .. морщинистый. Он также станет слегка серым и начнет опускаться в вогнутую впадину. В этот момент вы должны добавить стержень, иначе лужа «провалится» из-за отсутствия материала.
Как только вы увидите лужу, опустите стержень прямо в нее. На этом этапе вы хотите установить ритм нагрева работы. Сначала несколько запретов на сварку алюминия.
Фото 15: Если вы нагреете стержень до того, как основной металл расплавится или не образует лужу должным образом, вы получите нечто подобное, называемое холодной сваркой.Два материала не соединились должным образом.
Фото 16: Если вы вытащите резак до того, как нагреете стержень до того, как он расплавится и потечет, вы в конечном итоге приклеите стержень к основному металлу. Придется снова нагреть весь кусок.
Резюме
Название статьи
Как освоить газовую сварку алюминия
Описание
Изучите сварку алюминия в этой вводной статье. Мы проведем вас через пошаговые инструкции для достижения наилучших результатов при соединении алюминия.
Автор
Джеймс Лоуренс
Основы DIY: Основное руководство по сварке
Сварка — это производственный процесс, при котором металлы соединяются путем плавления деталей и наполнителя в сварочную ванну из расплавленного материала, который охлаждается, образуя очень прочное соединение. Три основных типа, подходящих для проектов DIY, — это дуговые, MIG и инверторные сварочные аппараты.
Выберите доступную и простую в использовании сварочную установку из одной из трех категорий, доступных для DIY, и получите полезный новый навык, который позволит вам ремонтировать металлические сборки и строить стальные конструкции без привлечения сторонних ресурсов.
Основы дуговой сварки
Для соединения металлов требуется интенсивное нагревание от электрической дуги, возникающей между соединяемым металлом и электродом.
Сварочный пруток используется в качестве электрода для сварки штангой, а проволока для сварки в среде защитного газа (MIG).
Электроэнергия для дуги обеспечивается источником питания, а электрод проводит ток, плавясь в сварочную ванну, образуя сварное соединение.
Для предотвращения реакции горячего металла с воздухом и образования соединений, ослабляющих соединение, сварочные стержни имеют покрытие, обеспечивающее защитный газ в точке контакта, а также шлак для покрытия свежего сварного шва.
Для сварки MIG сварочный шов защищен газом с внешней подачей. В безгазовых установках работа выполняется сварочной проволокой с флюсовой сердцевиной.
При сварке вольфрамовым инертным газом (TIG) используется защитный газ с вольфрамовым электродом для зажигания дуги и присадочным материалом, подаваемым отдельно
вручную в сварочную ванну.
Не все металлы подходят для самостоятельной сварки. Хорошим показателем технологичности является то, будет ли магнит прикрепляться к металлу, но чугун является исключением, поскольку он притягивает магниты, но его очень проблематично сваривать.
Избавление от жаргона
Откройте для себя происхождение шлака и узнайте, почему флюс так важен, из нашего удобного руководства по сварочному жаргоне.
FLUX-CORED WIRE используется с безгазовой сваркой MIG. Металлическая оболочка окружает сердечник из флюса, который обеспечивает газовую защиту сварочной ванны во время сварки.
SLAG — это корка, образующаяся во время сварки штангой для защиты металла шва от атмосферных загрязнений при его затвердевании. После охлаждения он отколотывается сварочным молотком.
ПРИЕМНАЯ СВАРКА включает выполнение быстрой частичной сварки, чтобы удерживать части металлической сборки в совмещении до того, как будут завершены более прочные чистовые швы.
СВАРОЧНЫЕ УДИЛИЩА или электроды используются с аппаратом для ручной сварки при работах с низкоуглеродистой и гальванизированной сталью. Также доступны стержни для пайки и сварки меди, латуни, бронзы и других сплавов.
WELDER’S FLASH — это заболевание глаз, которое обычно носит временный характер, но вызывает сильный дискомфорт.Это тип ожога глаз, возникающий в результате кратковременного, но незащищенного воздействия яркого света сварочной дуги с очень высокой степенью УФ-излучения.
Основы мастерской
Независимо от того, выберете ли вы традиционный аппарат для ручной сварки или безгазовую сварку MIG, вам потребуется специальное защитное снаряжение и другие аксессуары.
При сварке носите огнестойкую одежду с длинными рукавами, например комбинезон, а также прочную обувь и всегда работайте в хорошо вентилируемом помещении.
Сварочные системы
Выберите дуговой сварочный аппарат старой школы, в котором используются металлические электродные стержни, модель MIG для начинающих или новейшие универсальные технологии инверторной сварки для создания прочных и долговечных соединений между стальными деталями.
Сварка палкой
Используя электрическую дугу для плавления деталей и электродного стержня, этот тип сварочного аппарата обычно требует больше времени для освоения из-за необходимой практики, но он лучше работает на грязных или ржавых поверхностях.
Сварка МИГ
Для этого требуется меньшее напряжение, чем для сварки штучной сваркой, а это означает, что он более безопасен. Электродвигатель используется для подачи проволоки к сварному шву, что упрощает процесс. Установки MIG могут использовать защитный газ или иметь конструкцию, в которой используется полая проволока, заполненная флюсом.
Инверторная сварка постоянным током
Инверторные сварочные аппараты меньше своих традиционных аналогов. Дугу легко запустить, и они обычно имеют цифровой контроль тока. Некоторые многоцелевые инверторы можно использовать как для ручной, так и для TIG-сварки.
Безопасная сварка
Яркий свет сварочной дуги включает ультрафиолетовые и инфракрасные лучи, которые могут нанести непоправимый урон незащищенным глазам.
Он также выделяет дым и пары, поэтому работайте в проветриваемом помещении и не наклоняйтесь над работой, чтобы не вдохнуть их.
Всегда надевайте сварочный шлем с темными стеклами и длинные кожаные перчатки. Держите легковоспламеняющиеся материалы вдали от рабочей зоны и держите под рукой огнетушитель.
Как сваривать
7 (или около того) лучших книг по сварке в моей библиотеке • WelditU
0 Это прекрасное время, чтобы заняться сваркой. Сварочные аппараты никогда не были более доступными, безопасными и простыми в использовании для новичков.
Хотя новых сварщиков легко использовать, развитие базовых навыков и знаний обеспечит вам удовольствие от сварки.Разочарование новичка (отсутствие успеха) может положить конец хобби до того, как начнется веселье.
Но вы можете избежать разочарования новым увлечением. Выберите и прочитайте одну из лучших книг по сварке в этой статье, чтобы:
- Изучите надлежащие методы сварки из руководств по сварке , чтобы вы с уверенностью приступили к сварке.
- Расширьте свои знания и навыки для сложных проектов с помощью более подробных справочников по сварке .
- Получите вдохновение и поддержку из книг по проектам сварки , чтобы применить свои новые навыки на практике при изготовлении полезных и привлекательных изделий.
Перейти к:
Лучшие книги по сварке для начинающих
Обучение сварке: начало сварки MIG и основы изготовления металла
Об авторе: Стивен Кристена
Это ясно У автора искренняя страсть к сварке , и он любит делиться своим опытом.
Он описывает себя как «уверенный в себе мастер на все руки и непревзойденный мастер».
Автор вырос в семье домашних мастеров и начал заниматься сваркой в раннем возрасте.
Имея сварочный аппарат MIG на 120 В и шлифовальный станок, он открыл сварочный цех более 20 лет назад.
Его бизнес теперь специализируется на мебели, скульптурах и вывесках, но по-прежнему принимает небольшие ремонтные работы от соседей.
А новички могут посещать занятия по сварке MIG в его студии в Чикаго. Посмотрите его работы здесь.
Для кого эта книга по сварке?
Название этой книги точное, ключевые слова: MIG и основы . Он идеально подходит для новичков, которые хотят начать работу со сварочным аппаратом MIG.
Подробнее: Почему MIG лучше всего подходит для начинающих.
Нет опыта в магазине? Нет проблем!
Из своего педагогического опыта автор научился никогда ничего не предполагать о своих учениках.
В этой книге не ожидается, что вы будете знать, как безопасно положить кофемолку на стол. Или, что вы даже знаете, что такое угловая шлифовальная машина.
Вам также будет напоминать о необходимости отойти от заземленной заготовки при обрезке электродной проволоки. Во многих книгах не сообщается об этом важном предостережении новичкам.
Многие домашние мастера предпочитают диалоговое руководство этого автора другим инструкциям в стиле учебника.
Подходящая книга по сварке от талантливого автора-инструктора поможет вам в кратчайшие сроки. И хорошая книга может помочь вам справиться, когда вы столкнетесь с препятствием с новым проектом.
Стиль книги похож на слушание соседа по кварталу, который действительно знает свое дело.
Что касается сварки MIG, я уверен, что автор все это видел. Но он, кажется, помнит, что был на вашем месте, и никогда не говорит через вашу голову.
Вы почувствуете, что он хочет, чтобы вы получали такое же удовольствие от сварки, как и он.
Как одна из лучших книг по сварке для начинающих в мастерских, она поможет вам сваривать быстро и безопасно. И с включенными упражнениями и проектами вы сделаете это с определенной целью.
О чем эта книга?
И снова эта книга соответствует своему названию. Он придерживается обучения основам сварки и изготовления металла MIG , в том числе:
- Как работает сварка, различия между типами сварки и преимущества сварочных аппаратов MIG для любительской и самостоятельной сварки
- Рекомендации по электричеству, вентиляции и компоновке для обустройство рабочего места
- Безопасность цеха и хранения газа; первая помощь
- Использование трех инструментов для первичной обработки : сварочный аппарат, угловая шлифовальная машина и отрезная пила
- Различные типы зажимов и способы их использования
- Как найти металл и подготовить его к сварке
- Разработка правильной техники сварки с помощью зрения , стойку, положение рук и углы пистолета до контролировать сварочную ванну
- Практические упражнения для изучения основных сварочных соединений
- Научитесь изготовить простое приспособление для первого урока проекта
- 3 проекта со списками материалов: получите твердое владение основами, создавая металлический куб; Повысьте свои навыки с помощью сварочного стола среднего уровня или диванного стола.
Примечание : В этой книге не рассматривается сварка алюминия или использование катушечного пистолета.
Завершите два из трех проектов этой книги, и у вас будет начало прочного сварочного фундамента. Чем меньше разочарований, тем больше успехов, и вы получите больше удовольствия от своего нового хобби.
Сварка для чайников
Об авторе: Стивен Роберт Фарнсворт
Обладая более чем 40-летним опытом сварки, автор является сертифицированным преподавателем и инспектором по сварке Американского общества сварки.
Во время учебы в средней школе он посещал профессиональные курсы, чтобы получить диплом сварщика.
Затем на флоте работал на подводных лодках техником по обслуживанию корпуса. Он также получил квалификацию сварщика пластин и труб высокого давления.
Как местный колледж Инструктор по сварке , он преподавал строительную сварку, сварку труб и производственную сварку. Плюс теория и лаборатории MIG и TIG.
Распродажа Для кого эта книга?
Эта книга по сварке идеально подходит для новичков, которые знакомы с инструментами и техникой безопасности.
Нет лучше, чем манекены, в объяснении темы с использованием минимального технического жаргона .Это учебник с практическими рекомендациями, который можно сканировать. Вы найдете полную информацию в удобных для чтения материалах.
Все это хороший материал, если только вас не пугает насильственный юмор в стиле чайников. Например, раздел под названием «Получение сварочного оборудования Tig -ether» .
Что охватывает эта книга по сварке?
- Обзор того, как работают разные сварочные процессы и отличаются друг от друга
- Что такое сталь, нержавеющая сталь и алюминий
- Как защитить себя во время сварки и обеспечить общую безопасность в цехе
- Рекомендации по размещению зоны сварки
- Обустройство цеха с нуля кости для большей полноты, включая некоторые обычно упускаемые из виду аксессуары.
- Понимание различных аппаратов дуговой сварки и того, как приступить к сварке с практическими упражнениями , включая аппараты для ручной сварки, TIG и MIG
- О плазменной резке и оборудовании
- Понимание кислородно-топливной резки и ее инструментов
- Сварка, пайка и пайка с газовой установкой
- Как сваривать трубы и чугун
- Глава, посвященная помощи в оценке и планировании самостоятельного ремонта, включая ремонт трещин и наплавку
ПРОЕКТЫ:
- Тележка для хранения и быстрого перемещения баллонов сварочного газа
- Портативная сварочная тележка 2 фута на 3 фута для вашего магазина
- Гриль для костра
Сварка на ферме и в мастерской: все, что вам нужно знать, чтобы сваривать, резать и формировать металл
Об авторе: Эндрю Пирс
Выросший в Англии автор работал над автомобилями, мотоциклами и сельскохозяйственной техникой.
После учебы в области сельского хозяйства он написал несколько статей по сельскому хозяйству. Позже стал инструктором по сварке.
Для кого эта книга?
Пожалуйста, не пропустите эту книгу по сварке, потому что у вас нет фермы!
Подходит как для начинающих, так и для более опытных сварщиков, поэтому станет отличным подарком для сварщиков.
Этот подробный справочник пригодится вам, если вы работаете на своем участке; вне загородного гаража; или да, даже на ферме.
Предназначен для домашних мастеров, обладающих хотя бы некоторыми способностями к покупкам. В этой книге рассказывается о практической сварке для ремонта или создания металлического оборудования.
Вы не только научитесь сваривать, но и получите четкое представление о том, как работает ваш сварщик.
Примером является раздел, посвященный взаимосвязи между длиной дуги, напряжением и током. Он хорошо написан и понятен. Информация изменила мое представление о том, что происходит внутри моего сварочного аппарата, и о влиянии на сварные швы.
Что охватывает эта книга по сварке?
В прямом, легком для чтения стиле, это справочное руководство по сварке охватывает начало работы с традиционными процессами:
- Stick
- MIG
- TIG
- Gas
- Плазменная резка
В книге есть полезные иллюстрации и фотографии. Включая отображение различий между хорошими и плохими сварными швами.
Помимо обучения сварке, эта книга также содержит практические руководства для:
- Идентификация металла
- Безопасность при сварке
- Методы мастерской
- Сварка чугуна
- Сварка труб
- Наплавка
- Пайка
- Сварка пластмасс
- Заточка сверл
- Метчики и плашки
- Кузнечное дело
Вы найдете полезные советы о том, как избежать типичных ошибок (и исправить их, если будет слишком поздно), сэкономив ваше время и деньги.
Лучшие справочники по сварке
Помимо информации, содержащейся в учебнике по сварке, вам понадобится более полное справочное руководство по сварке. Что-нибудь под рукой для решения проблем, связанных с вашим проектом .
Среди множества преимуществ хороший справочник по сварке поможет вам выбрать правильный присадочный материал или защитный газ. Он может показать вам уникальную технику сварки. Все это удобно для тех проектов, которые выходят за рамки основных примеров из учебников.
По мере расширения вашего мира сварки вы будете часто обращаться к своим лучшим книгам по сварке.Эти ценные ресурсы помогут вам восполнить пробелы в знаниях . У вас будет уверенность, что вы сможете развить свои навыки и методы сварки.
Сварка и производство
WELD 104 — Основы сварки и изготовления — 5.0
Кредиты
Студенты изучают базовые концепции сварки и изготовления.
Просмотреть результаты обучения по курсу SCC
WELD 113 — Сварочная математика — 1.0-3.0 Кредиты
Этот курс знакомит с теорией и практическим применением формул с использованием формул для решения проблем, возникающих в промышленности.Этот курс можно повторить до трех раз, всего три кредита. Предварительное условие: одновременная запись в WELD 114, 115, 116, 117 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 114 — Введение в чтение чертежей — 2.0
Кредиты
Этот курс знакомит студентов с чтением чертежей. Особое внимание уделяется конструкционным формам, условным и вспомогательным видам, сечениям и сварным соединениям. Предварительное условие: одновременное участие в WELD 113, 115, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 115 — Введение в производство — 3.0
Кредиты
Этот курс знакомит с инструментами, оборудованием и материалами, используемыми при компоновке и изготовлении различных сварочных проектов, с упором на их функции и правильное использование. Особое внимание уделяется правилам техники безопасности в сварочном цехе. Предварительное условие: одновременная запись в WELD 113, 114, 116, 117 или разрешение преподавателя.
Просмотреть результаты обучения по курсу SCC
WELD 116 — Теория дуговой сварки экранированных металлов — 3.0
Кредиты
Этот курс знакомит с теорией дуговой сварки в экранированном металле. Особое внимание уделяется безопасности сварки и позициям, настройке оборудования, зажиганию дуги и операциям резки. Предварительное условие: одновременное участие в WELD 113, 114, 115, 117 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 117 — Применение дуговой сварки экранированных металлов — 1.0-7.0 Кредиты
Этот курс предлагает практический лабораторный опыт с использованием концепций, представленных в WELD 116.Особое внимание уделяется выбору и применению сварочных электродов для конкретных сварных соединений. Предварительное условие: одновременная запись в WELD 113, 114, 115, 116 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 121 — Математика промежуточной сварки — 1.0
Кредиты
Этот промежуточный курс продолжается теорией и практическим применением формул с использованием формул для решения проблем, возникающих в производственной индустрии. Параллельное обучение в WELD 114, 115, 116, 117 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 123 — Intermediate Blueprint Reading — 2.0
Кредиты
Этот курс продолжает концепции, представленные в WELD 114. Особое внимание уделяется интерпретации чертежей и соответствующих символов сварки. Предварительное условие: одновременная запись в WELD 124, 125, 126 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 124 — Продвинутая теория дуговой сварки экранированных металлов — 3.0
Кредиты
Этот курс продолжает концепции, представленные в WELD 116.Представлены металлургия сварки, классификации электродов и использование углеродистых и легированных сталей. Предварительное условие: одновременное участие в WELD 123, 125, 126 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 125 — Продвинутые приложения для дуговой сварки экранированных металлов — 1.0-7.0 Кредиты
Этот курс предоставляет передовой лабораторный опыт теории, представленной в WELD 124. Особое внимание уделяется методам сварки, используемым при работе с углеродистыми и легированными сталями. 1-7 кредитов могут быть применены кредиты для предварительного обучения на общую сумму не более семи кредитов.Предварительное условие: одновременное участие в WELD 123, 124, 126 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 126 — Промежуточное производство — 3.0
Кредиты
Этот курс предлагает практический лабораторный опыт с использованием навыков, полученных в первом квартале теоретических и лабораторных курсов. Особое внимание уделяется планированию и изготовлению различных сварочных проектов. Предварительное условие: одновременное участие в WELD 123, 124, 125 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 127 — Работа технологической машины — 2.0
Кредиты
Студенты изучают безопасный и правильный способ установки и использования различных производственных машин, обычно используемых в производственных условиях. Используемые станки могут включать в себя: ножницы и пробойники, горизонтальная ленточная пила, отрезная пила, сверлильный станок, шлифовальные станки, трубогиб, кольцевой каток.
Просмотреть результаты обучения по курсу SCC
WELD 131 — Advanced Welding Math — 1.0
Кредиты
Этот продвинутый курс продолжается с теорией и практическим применением формул с использованием формул для решения проблем, возникающих в производственной индустрии.Предварительное условие: одновременная запись в WELD 114, 115, 116, 117 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 133 — Расширенное чтение чертежей — 2.0
Кредиты
Этот курс продолжает концепции, представленные в WELD 114 и 123, с акцентом на интерпретацию сложных рабочих чертежей, применяя дизайн, компоновку и последовательность факторов производства. Предварительное условие: одновременное участие в WELD 134, 135, 136 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 134 — Теория специальной сварки — 3.0
Кредиты
Этот курс знакомит с металлургией и другими сварочными процессами, такими как дуговая сварка вольфрамовым электродом, дуговая сварка металлическим электродом и дуговая сварка флюсом. Предварительное условие: одновременное участие в WELD 133, 135, 136 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 135 — Применение в специальной сварке — 7.0
Кредиты
Этот курс предлагает практические применения в настройке оборудования и рабочих процедур, используемых в различных сварочных процессах.Особое внимание уделяется соображениям безопасности и качественной сварке с использованием рентгеновских лучей. Предварительное условие: одновременное участие в WELD 133, 134, 136 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 136 — Расширенное производство — 3.0
Кредиты
Этот курс предлагает практические применения в проектировании и изготовлении металлических проектов с использованием соответствующих сварочных процессов и производственного оборудования. Предварительное условие: одновременное участие в WELD 133, 134, 135 или разрешение инструктора.
Просмотреть результаты обучения по курсу SCC
WELD 143 — Специализированный чертеж — 2.0
Кредиты
Студенты будут работать с более сложными чертежами и строить из них детали.
Просмотреть результаты обучения по курсу SCC
WELD 144 — Специализированная теория — 3,0
Кредиты
Углубленное изучение теории специальных процессов, таких как GMAW с импульсным распылением и GMAW с алюминием. Предпосылка: Завершение 2-го и 3-го кварталов программы «Сварка и производство».
Просмотреть результаты обучения по курсу SCC
WELD 145 — Специализированное производство — 3.0
Кредиты
Студенты изготовят по чертежам готовые балки и небольшие колонны. Предпосылка: Завершение 2-го и / или 3-го квартала программы «Сварка и изготовление».
Просмотреть результаты обучения по курсу SCC
WELD 146 — Специализированная сварка — 1.0-7.0 Кредиты
Студенты будут сваривать конструкционные формы и детали, как в магазине. Предпосылка: Завершение 2-го и / или 3-го квартала программы «Сварка и изготовление».
Просмотреть результаты обучения по курсу SCC
WELD 151 — HEQ Welding I — 3.0
Кредиты
В рамках этого курса слушатели изучат надлежащую безопасность и основы газокислородной резки и дуговой сварки в среде защитного металла в области ремонта тяжелого оборудования.
Просмотреть результаты обучения по курсу SCC
WELD 152 — HEQ Welding II — 3.0
Кредиты
В этом курсе студенты изучают надлежащую безопасность и основы дуговой сварки металлическим газом, дуговой сварки порошковым напылением и воздушно-угольной дуговой резки применительно к области ремонта тяжелого оборудования.
Просмотреть результаты обучения по курсу SCC
WELD 153 — Сварка HPAT — 3.0
Кредиты
В рамках этого курса студенты изучают надлежащую безопасность и основы газокислородной резки и дуговой сварки в защитных слоях металла в гидравлической и пневматической областях.
Просмотреть результаты обучения по курсу SCC
WELD 154 — Сварка с ЧПУ — 1.0
Кредиты
В этом курсе студенты изучают безопасность и основы дуговой сварки в защитном металлическом корпусе, газовой дуговой сварки металлическим электродом и газовой дуговой сварки вольфрамовым электродом в том, что касается механической обработки.
Просмотреть результаты обучения по курсу SCC
WELD 155 — Автоматическая сварка — 1.0
Кредиты
В этом курсе студенты изучают надлежащую безопасность и основы газокислородной резки, газовой дуговой сварки металлическим электродом и газовой вольфрамовой дуговой сварки применительно к области ремонта автомобилей.
Просмотреть результаты обучения по курсу SCC
.
Требуются навыки, так что вам придется потренироваться, прежде чем приступить к сварке вилки с носовым колесом или крыльевых баков на 15 галлонов, но наберитесь духа; На вершине кривой обучения вы разовьете способность конструировать несколько деталей за гораздо меньшие деньги, чем дорогостоящие методы электросварки, упомянутые выше, без необходимости использования бескислородной атмосферы или других специальных процедур.И, конечно же, есть вездесущая гордость за изготовление собственных деталей.
вручную в сварочную ванну.
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC
Просмотреть результаты обучения по курсу SCC